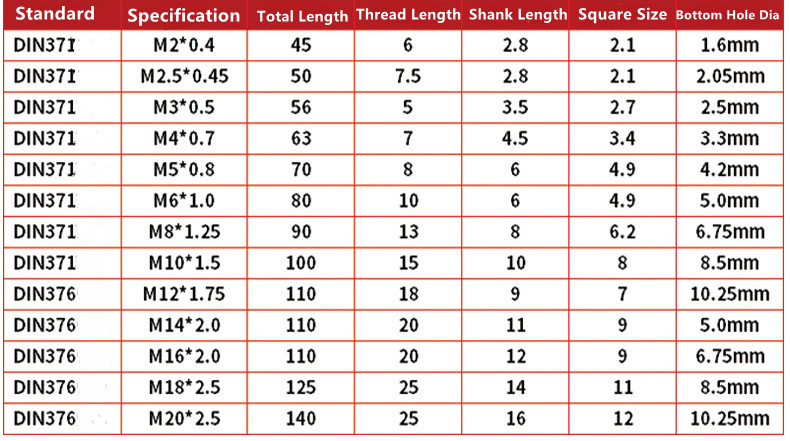
HSS Spiralgevindtappe DIN 376 Spiralgevindtappe





For stor gevindskærediameter: forkert valg af gevindskærediameterens nøjagtighedsgrad; urimeligt skærevalg; for høj gevindskærehastighed; dårlig koaksialitet mellem gevindskærehullets bund og emnet; upassende valg af gevindskæreparametre; gevindskærekonuslængden er for kort. Gevindskærediameteren er for lille: nøjagtigheden af gevindskærediameteren er forkert valgt; parametervalget for gevindskærekanten er urimeligt, og gevindskæret er slidt; valget af skærevæske er upassende.
Hanen er i stykker:
1. Diameteren af det nederste hul er for lille, og spånfjernelsen er ikke god, hvilket forårsager blokering i skæringen;
2. Skærehastigheden er for høj og for hurtig ved gevindskæring;
3. Gevindtappen, der bruges til gevindskæring, har en anden akse end diameteren af det gevindskårne bundhul;
4. Forkert valg af gevindskæringsparametre og ustabil hårdhed af emnet;
5. Vandhanen har været brugt i lang tid og er meget slidt.
Haner klappet sammen: 1. Hanens hældningsvinkel er valgt for stor;
6. Skæretykkelsen på hver tand på gevindtappen er for stor;
7. Hanens slukningshårdhed er for høj;
8. Vandhanen har været brugt i lang tid og er stærkt slidt.

Skarp skæring, slidstærk og holdbar. Klister ikke på kniven, ikke let at knække, god spånfjernelse, intet behov for polering, skarp og slidstærk; Brugen af en ny type skærkant med fremragende ydeevne, glat overflade, ikke let at spå, øger værktøjets stivhed, styrker stivheden og dobbelt spånfjernelse; Affaset design, nem at fastspænde.