M35 maskinspiraltappe af høj kvalitet DIN 376 spiralgevindtappe





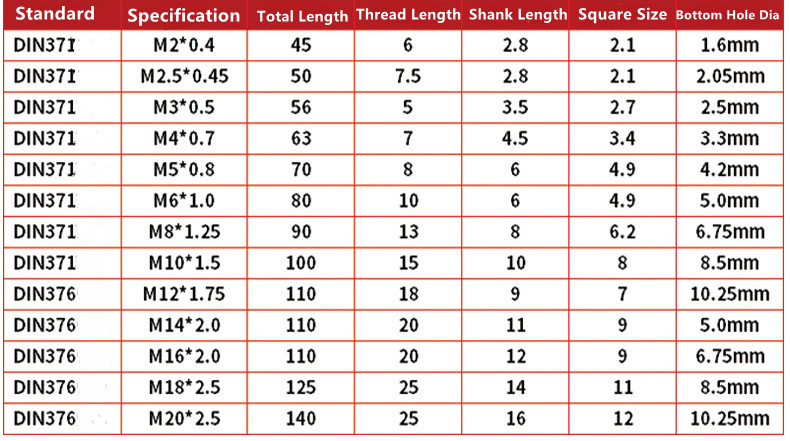
Analyse af problemet med for tidlig brud på gevindtappe; Rimeligt valg af gevindtappe: Gevindtypen skal bestemmes rimeligt i henhold til emnematerialet og hullets dybde; Bundhullets diameter er rimelig: for eksempel bør M5*0,8 vælge et bundhul på 4,2 mm. Forkert brug af 4,0 mm vil forårsage brud. Problem med emnets materiale: Materialet er urent, der er for hårde punkter eller porer i emnet, og gevindtappen mister øjeblikkeligt balancen og knækker. Vælg en fleksibel borepatron: Indstil en rimelig momentværdi med en borepatron med momentbeskyttelse, som kan forhindre brud, når den sidder fast. Synkron kompensationsværktøjsholder: Den kan yde aksial mikrokompensation for manglende synkronisering af hastighed og tilspænding under stiv gevindskæring. Dårlig kvalitet af skærevæske: Problemer med kvaliteten af skærevæske og smøreolie vil påvirke gevindets nøjagtighed og gevindtappens levetid. Skærehastighedstilspænding: For lille gevindnøjagtighed er dårlig, for høj vil knække gevindtappen direkte, afhængigt af maskinførerens erfaring. Blindt hul rammer det nederste hul: Ved bearbejdning af blindt huls gevind er gevindtappen ved at røre bunden af hullet, og operatøren er ikke klar over det.

Fremragende udvalg af materialer
Ved at bruge fremragende koboltholdige råmaterialer har det fordelene ved højere sejhed, god hårdhed og slidstyrke.
Bredt udvalg af anvendelser
Koboltholdige lige rifletappe kan bruges til boring i forskellige materialer med et komplet produktsortiment.