Spirálové závitníkyjsou v obráběcím průmyslu také známé jako hrotové závitníky a hranové závitníky. Nejvýznamnějším strukturálním prvkemzávitník se závitemje šikmá drážka ve tvaru kladného kužele na předním konci, která během řezání zkroutí řeznou hmotu a odvádí ji do přední části závitníku a do středu otvoru pro šroub.
Díky speciální metodě odstraňování třísekzávitník se závitemzabraňuje interferenci třísek s tvarovaným povrchem závitu, takže kvalita hotového závitového otvoru je lepší než u běžné rovné drážky;
Mělká drážková struktura zajišťuje chlazení a posiluje odolnost proti krouticímu momentu při obrábění závitů, takže může mít vyšší rychlost otáčení a je vhodná pro obrábění hlubokých závitů do průchozích otvorů;
Vzhledem k metodě odvádění třísek u závitníku se závitovou špičkou se doporučuje pro vertikální obrábění a řezání závitů do průchozích otvorů;
Obecně lze ve srovnání se spirálovými závitníky prodloužit životnost spirálových závitníků nejméně 1krát.
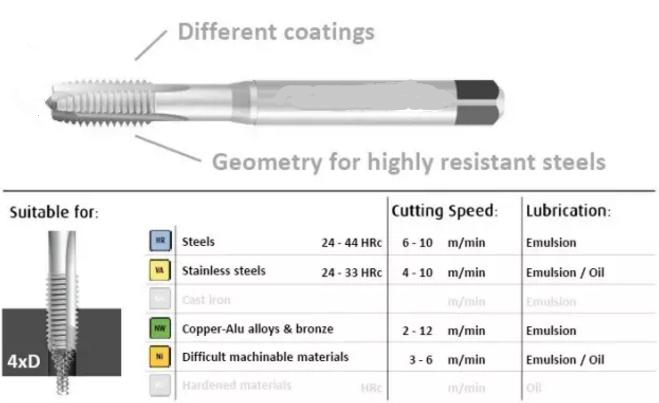
Tvrdost při obrábění: ≤32HRC; Doporučená rychlost: cca 8~12 m/min; Chladicí médium: olej nebo mast, emulzní chlazení;
*Rychlost obrábění závitníků s povrchovou úpravou se odpovídajícím způsobem zvýší o 30 %
Parametry řezání závitníků a tvar drážky Po mnoha řezných zkouškách jsme nastavili parametry závitníku se závitovou špičkou pro zpracování nerezové oceli, nízkouhlíkové, středněuhlíkové a vysokouhlíkové oceli, hliníkových slitin, slitin mědi atd. Závitník využívá proces úplného broušení a drážka se zpracovává najednou. Závity se zpracovávají na dovážených závitořezných frézkách.
Čas zveřejnění: 14. června 2022


