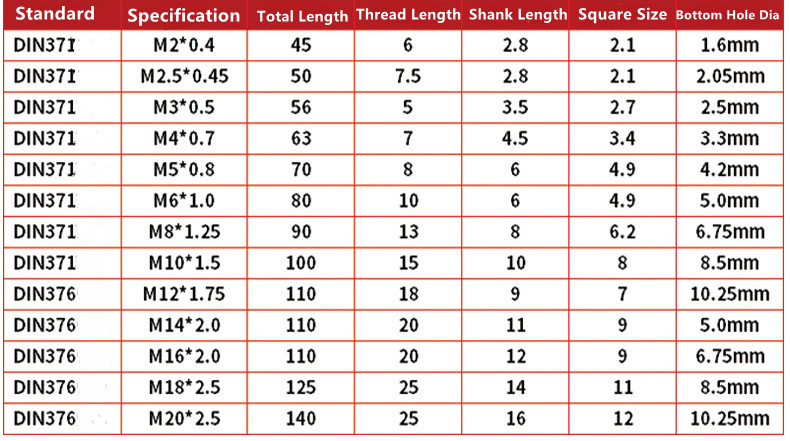
Závitořezný nástroj HSS Spirálové závitníky DIN 376 Spirálové závitníky





Nadměrný průměr stoupání závitníku: nesprávný výběr stupně přesnosti průměru stoupání závitníku; nepřiměřený výběr řezu; příliš vysoká rychlost řezání závitníku; špatná souosost spodního otvoru závitu závitníku a obrobku; nevhodný výběr parametrů ostření závitníku; řezání závitníku: Délka kužele je příliš krátká. Průměr stoupání závitníku je příliš malý: přesnost průměru stoupání závitníku je nesprávně zvolena; výběr parametrů ostří závitníku je nepřiměřený a závitník je opotřebovaný; nevhodný výběr řezné kapaliny.
Kohoutek je rozbitý:
1. Průměr spodního otvoru je příliš malý a odvádění třísek není dobré, což způsobuje zablokování řezu;
2. Řezná rychlost je příliš vysoká a při řezání závitu příliš rychlá;
3. Závitník použitý pro řezání závitů má jinou osu než průměr závitového spodního otvoru;
4. Nesprávný výběr parametrů ostření závitníku a nestabilní tvrdost obrobku;
5. Vodovodní kohoutek se používá již dlouhou dobu a je nadměrně opotřebovaný.
Závitníky se sbalily: 1. Úhel čela závitníku je zvolen příliš velký;
6. Tloušťka řezu každého zubu závitníku je příliš velká;
7. Tvrdost kalení závitníku je příliš vysoká;
8. Vodovodní kohoutek se používá již dlouhou dobu a je silně opotřebovaný.

Ostré řezání, odolnost proti opotřebení a trvanlivost. Nelepí se na nůž, není snadné ho zlomit, dobré odstraňování třísek, není třeba leštění, ostrý a odolný proti opotřebení. Použití nového typu břitu s vynikajícím výkonem, hladkým povrchem, není snadné se odštípávat, zvyšuje tuhost nástroje, posiluje tuhost a dvojité odstraňování třísek. Zkosená konstrukce, snadné upínání.