DIN338 HSSCO M35 Dvostrane spiralne svrdla 3,0-5,2 mm


OPIS PROIZVODA
Karakteristike:
1. Pogodno za bušenje rupa u nehrđajućem čeliku, matricnom čeliku, aluminijskim legurama, lijevanom željezu, bakru, pocinčanim cijevima i drugim metalnim materijalima
2. Visoka tvrdoća, otpornost na habanje, precizno pozicioniranje, dobro uklanjanje strugotine i visoka efikasnost
3. Može se koristiti samo hladno valjani čelik, kaljeni i popušteni čelik su strogo zabranjeni.
PREPORUKA ZA UPOTREBU U RADIONICAMA

| Prečnik | Ukupna dužina | Dužina flaute | Kom/kutija |
| 3,0 mm | 45mm | 15,5 mm | 10 |
| 3,2 mm | 49 mm | 16mm | 10 |
| 3,5 mm | 52mm | 17mm | 10 |
| 4,0 mm | 53 mm | 17,5 mm | 10 |
| 4,2 mm | 55mm | 18,5 mm | 10 |
| 4,5 mm | 55mm | 18,5 mm | 10 |
| 5,0 mm | 60mm | 20mm | 10 |
| 5,2 mm | 60mm | 20mm | 10 |
| Brend | MSKT | Premaz | No |
| Naziv proizvoda | Dvostrana spiralna bušilica | Standardno | DIN338 |
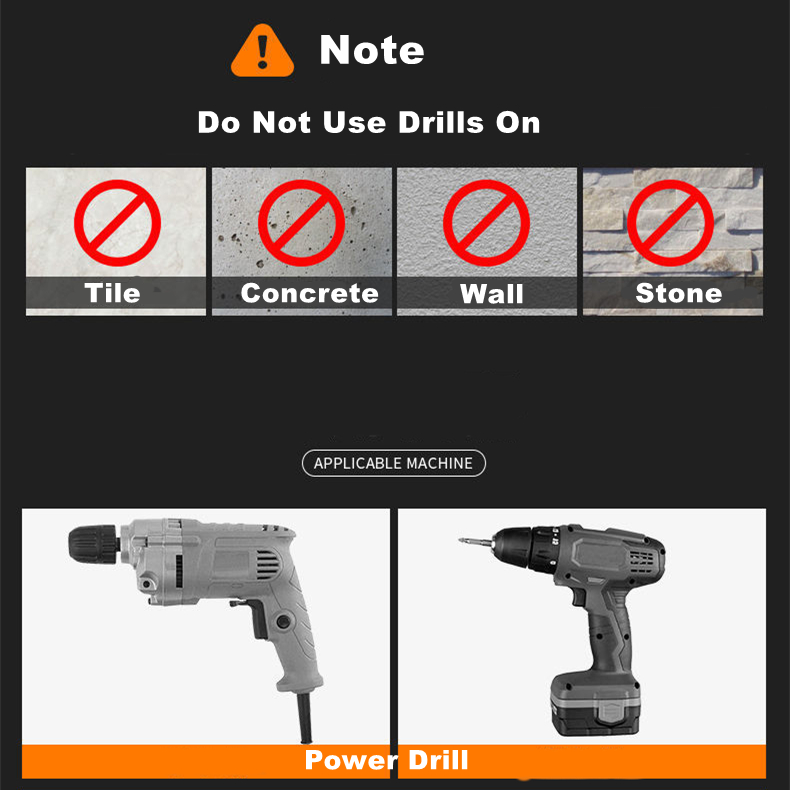
| Materijal | HSSCO | Koristi | Ručna bušilica |
Napomena
Savjeti za obradu električnih bušilica:
1. Ne preporučuje se upotreba litijumske električne bušilice od 12 V zbog niskog obrtnog momenta, preporučuje se upotreba litijumske električne bušilice od 24 V i 48 V.
2. Prilikom bušenja, svrdlo i ploča od nehrđajućeg čelika su okomite na 90 stepeni,
3. Ako je rupa veća od 6 mm, prvo izbušite malu rupu bušilicom od 3,2-4 mm, a zatim proširite rupu velikom bušilicom.
4. Stezna glava električne bušilice mora stezati dvostranu svrdlu. Što je kraći izloženi dio, to bolje. Oštrica svrdla ne mora biti preoštra ili preoštra.
5. Brzina električne bušilice treba biti između 800-1500. Učinak ne smije biti prevelik.
6. Prije bušenja rupe, možete koristiti probni bušač (ili umjesto toga ekser) da prvo probijete središnju tačku na poziciji bušenja, a svrdlo se neće pomaknuti.