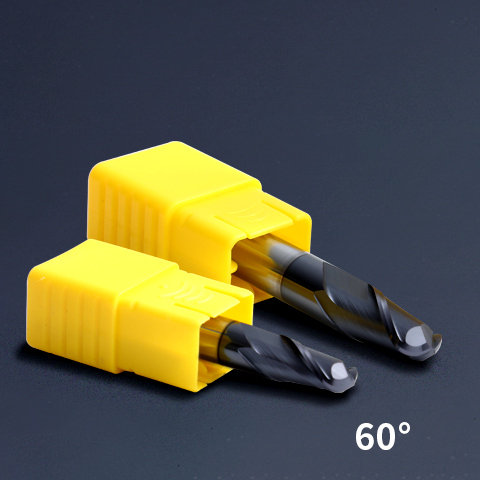
HRC60 CNC টুলস কার্বাইড বল নোজ রাউটার বিট



| আদর্শ | HRC60 CNC টুলস কার্বাইড বল নোজ রাউটার বিট | উপাদান | টংস্টেন স্টিল |
| ওয়ার্কপিস উপাদান | তামা, স্টেইনলেস স্টিল, অ্যালয় স্টিল, টুল স্টিল, কোয়েঞ্চড এবং টেম্পার্ড স্টিল, কার্বন স্টিল, ঢালাই লোহা, তাপ-চিকিৎসা করা শক্ত ইস্পাত | সংখ্যাসূচক নিয়ন্ত্রণ | সিএনসি |
| পরিবহন প্যাকেজ | বাক্স | বাঁশি | 2 |
| আবরণ | আলটিসিএন | কঠোরতা | এইচআরসি৬০ |
বৈশিষ্ট্য:
১. ন্যানো-টেক ব্যবহার করুন, কঠোরতা এবং তাপীয় স্থিতিশীলতা যথাক্রমে ৪০০০HV এবং ১২০০ ডিগ্রি পর্যন্ত।
২. ডাবল-এজ ডিজাইন কার্যকরভাবে দৃঢ়তা এবং পৃষ্ঠের সমাপ্তি উন্নত করে। কেন্দ্রের উপর কাটিং এজ কাটিংয়ের প্রতিরোধ ক্ষমতা হ্রাস করে। জাঙ্ক স্লটের উচ্চ ক্ষমতা চিপ অপসারণের সুবিধা দেয় এবং মেশিনিং দক্ষতা বৃদ্ধি করে। ২টি বাঁশির নকশা চিপ অপসারণের জন্য ভালো, উল্লম্ব ফিড প্রক্রিয়াকরণের জন্য সহজ, স্লট এবং গর্ত প্রক্রিয়াকরণে ব্যাপকভাবে ব্যবহৃত হয়।
ব্যবহারের নির্দেশাবলী
একটি ভালো কাটিং সারফেস পেতে এবং টুলের লাইফ দীর্ঘায়িত করতে। উচ্চ-নির্ভুলতা, উচ্চ-অনমনীয়তা এবং তুলনামূলকভাবে ভারসাম্যপূর্ণ টুল হোল্ডার ব্যবহার করতে ভুলবেন না।
১. এই টুলটি ব্যবহার করার আগে, অনুগ্রহ করে টুলের ডিফ্লেকশন পরিমাপ করুন। যখন টুলের ডিফ্লেকশন নির্ভুলতা ০.০১ মিমি অতিক্রম করে, তখন কাটার আগে দয়া করে এটি সংশোধন করুন।
2. চাক থেকে বেরিয়ে আসা টুলের দৈর্ঘ্য যত কম হবে, তত ভালো। যদি বেরিয়ে আসা টুলটি দীর্ঘ হয়, তাহলে অনুগ্রহ করে যুদ্ধের গতি, ফিডের গতি বা কাটার পরিমাণ নিজেই কমিয়ে দিন।
৩. কাটার সময় যদি অস্বাভাবিক কম্পন বা শব্দ হয়, তাহলে পরিস্থিতি পরিবর্তন না হওয়া পর্যন্ত স্পিন্ডেলের গতি এবং কাটার পরিমাণ কমিয়ে দিন।
৪. উচ্চ অ্যালুমিনিয়াম টাইটানিয়ামকে ভালো প্রভাব ফেলতে প্রযোজ্য পদ্ধতি হিসেবে ইস্পাত উপাদানকে স্প্রে বা এয়ার জেট দ্বারা ঠান্ডা করা হয়। স্টেইনলেস স্টিল, টাইটানিয়াম অ্যালয় বা তাপ-প্রতিরোধী অ্যালয়গুলির জন্য জল-দ্রবণীয় কাটিং তরল ব্যবহার করার পরামর্শ দেওয়া হয়।
৫. কাটার পদ্ধতি ওয়ার্কপিস, মেশিন এবং সফ্টওয়্যার দ্বারা প্রভাবিত হয়। উপরের তথ্যগুলি রেফারেন্সের জন্য। কাটার অবস্থা স্থিতিশীল হওয়ার পরে, ফিডের হার ৩০%-৫০% বৃদ্ধি করুন।
ব্যবহার:
অনেক ক্ষেত্রে ব্যাপকভাবে ব্যবহৃত
বিমান উৎপাদন
মেশিন উৎপাদন
গাড়ি প্রস্তুতকারক
ছাঁচ তৈরি
বৈদ্যুতিক উৎপাদন
লেদ প্রক্রিয়াজাতকরণ









