DIN333 HSS সেন্টার ড্রিল বিট 1mm-6.3mm






বৈশিষ্ট্য
1. উচ্চ-মানের W6Mo5Cr4V21 ব্যবহার করে, কঠোর তাপ চিকিত্সার পরে, নিভানোর কঠোরতা স্থিতিশীল, অনমনীয়তা ভাল, পরিধান প্রতিরোধ ক্ষমতা শক্তিশালী, ভাঙার প্রতিরোধ ক্ষমতা শক্তিশালী এবং পরিষেবা জীবন দীর্ঘ।
2. সম্পূর্ণ গ্রাইন্ডিং প্রক্রিয়া গৃহীত হয়, সামগ্রিক আকৃতি তৈরি হয় এবং আকার স্থিতিশীল হয়। উচ্চ নির্ভুলতা এবং স্থিতিশীল কর্মক্ষমতা। ভাল পৃষ্ঠ সমাপ্তি, সুন্দর এবং ব্যবহারিক।
৩. তাপ চিকিত্সার কঠোরতা ৬৩-৬৬HRC পর্যন্ত, উচ্চ দাঁতের শক্তি, তীক্ষ্ণ কাটা এবং উচ্চ প্রক্রিয়াকরণ দক্ষতা।
৪. ড্রিলিং সেন্টারটি সঠিকভাবে স্থাপন করা হয়েছে, পরিধান প্রতিরোধ ক্ষমতা ভালো, এবং এটি ভাঙা সহজ নয়।
নির্দেশ
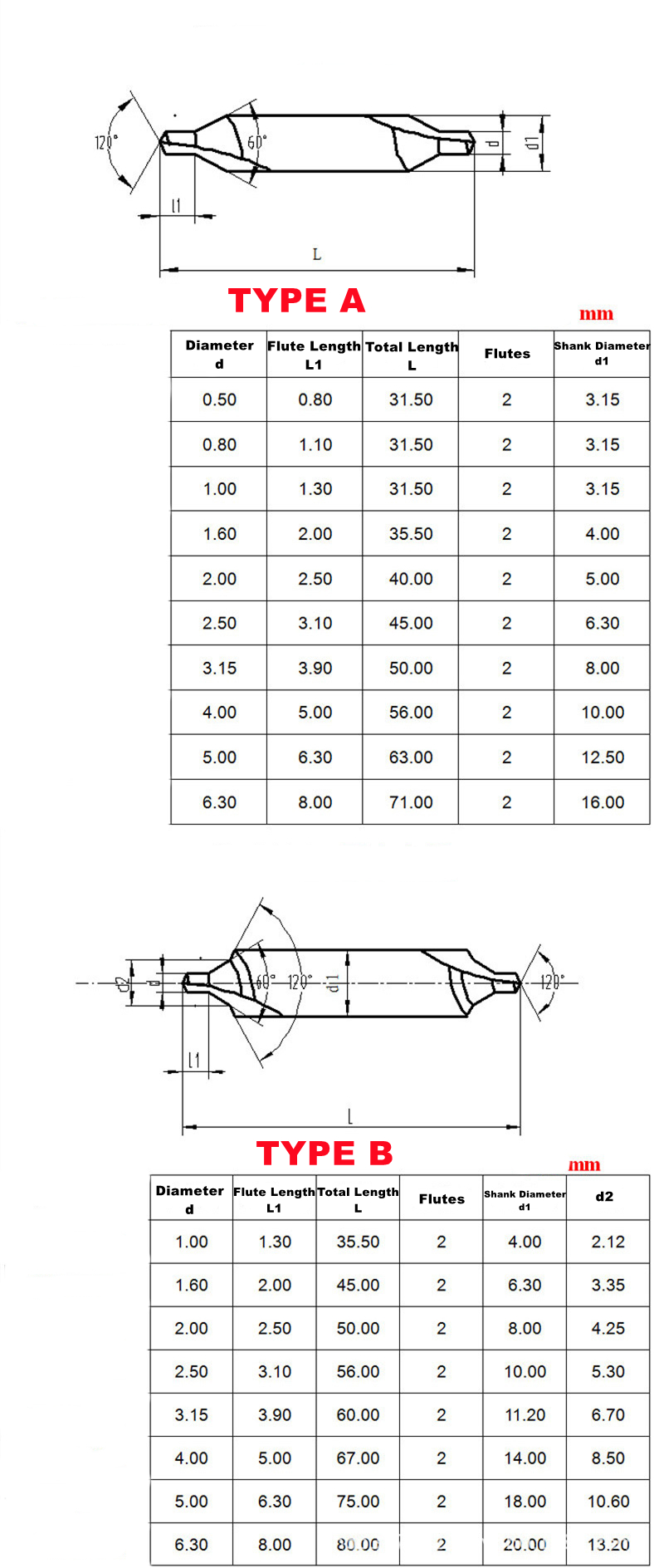
১. টাইপ এ সেন্টার ড্রিল একটি কাটিয়া সরঞ্জাম এবং এটি মূলত ধাতব তুরপুনের জন্য ব্যবহৃত হয়। ব্যবহারকারীকে প্রক্রিয়াজাতকরণের জন্য গর্তের ধরণ এবং রুলারের আকার অনুসারে যুক্তিসঙ্গতভাবে সেন্টার ড্রিলের ধরণটি বেছে নিতে হবে।
2. A-টাইপ ড্রিলের কঠোরতা 65 ডিগ্রি এবং এটি 40 ডিগ্রি কঠোরতা সহ ঘষিয়া তুলিয়া ফেলিতে সক্ষম ইস্পাতের তাপ চিকিত্সার জন্য এবং ড্রিলিংয়ের জন্য স্টেইনলেস স্টিলের জন্য ব্যবহার করা যেতে পারে।
৩. টুলটি পুনঃব্যবহারের আগে, অ্যান্টি-রাস্ট গ্রীসটি ধুয়ে ফেলতে হবে যাতে চিপগুলি কাটিং এজে আটকে না যায় এবং কাটিং কর্মক্ষমতা প্রভাবিত না হয়।
৪. ম্যানুয়াল ড্রিলের সাথে কাজ করার সময়, সেন্টার ড্রিলটি প্রয়োজনীয় অবস্থানগত নির্ভুলতা অর্জন করবে
৫. প্রক্রিয়াজাতকরণের জন্য ওয়ার্কপিসের পৃষ্ঠটি সোজা হওয়া উচিত এবং হাতিয়ারের ক্ষতি এড়াতে কোনও বালির গর্ত বা শক্ত দাগ থাকা উচিত নয়।
৬. কাটিং ফ্লুইড: প্রসেসিং অবজেক্ট অনুসারে বিভিন্ন কাটিং ফ্লুইড বেছে নিন এবং শীতলকরণ পর্যাপ্ত হওয়া উচিত।
৭. যেসব বিষয়ে মনোযোগ দেওয়া প্রয়োজন: প্রক্রিয়াকরণের সময় যদি কোনও অস্বাভাবিক পরিস্থিতি দেখা দেয়, তাহলে তা অবিলম্বে বন্ধ করে দেওয়া উচিত এবং প্রক্রিয়াকরণের আগে কারণ খুঁজে বের করা যেতে পারে। কাটিং এজের ক্ষয়ের দিকে মনোযোগ দিন এবং সময়মতো মেরামত করুন; টুলটি ব্যবহারের পর, পৃষ্ঠের তেল পরিষ্কার করুন এবং সঠিকভাবে রাখুন।
| ব্র্যান্ড | এমএসকে | MOQ | 10 |
| পণ্যের নাম | কেন্দ্র ড্রিল | কন্ডিশনার | প্লাস্টিকের বাক্স |
| উপাদান | এইচএসএসএম২ | ব্যবহার করুন | তামা, অ্যালুমিনিয়াম খাদ |