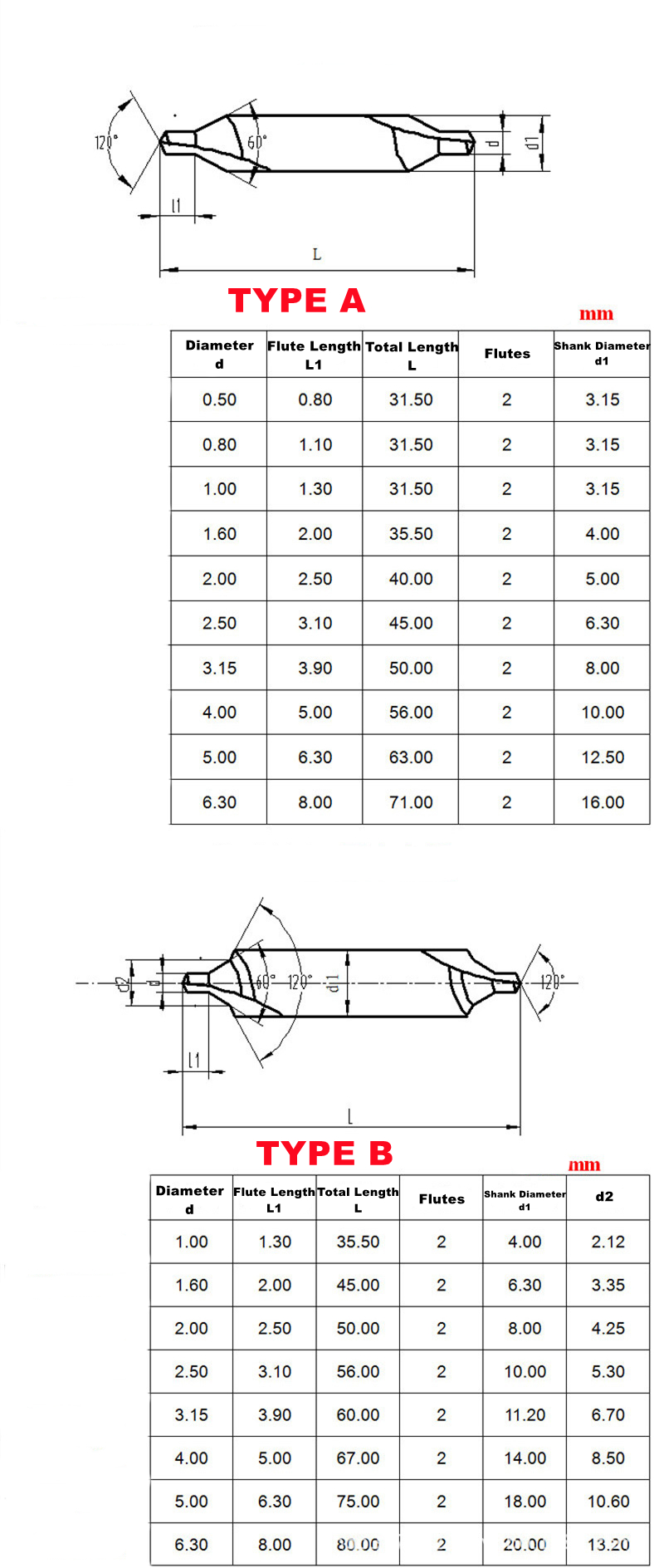
DIN333 HSS центриращи свредла 1 мм - 6,3 мм






FEATRUE
1. Използвайки висококачествен W6Mo5Cr4V21, след стриктна термична обработка, твърдостта на закаляване е стабилна, твърдостта е добра, износоустойчивостта е силна, устойчивостта на демонтаж е силна, а експлоатационният живот е дълъг.
2. Целият процес на шлифоване е възприет, цялостната форма е оформена, а размерът е стабилен. Висока прецизност и стабилна производителност. Добро покритие на повърхността, красив и практичен.
3. Твърдост при термична обработка до 63-66HRC, висока якост на зъбите, остро рязане и висока ефективност на обработка.
4. Пробивният център е позициониран точно, износоустойчивостта е добра и не е лесно да се счупи.
ИНСТРУКЦИЯ
1. Центриращата бормашина тип А е режещ инструмент и се използва главно за пробиване на метал. Потребителят трябва да избере типа центрираща бормашина разумно в зависимост от вида на отвора и размера на линийката на обработваните части.
2. Свредлото тип А има твърдост 65 градуса и може да се използва за термична обработка на абразивна стомана с твърдост 40 градуса, както и на неръждаема стомана за пробиване.
3. Преди повторна употреба на инструмента, антикорозионната грес трябва да се измие, за да се предотврати залепването на стружки по режещия ръб и повлияването на производителността на рязане.
4. При работа с ръчни бормашини, центриращата бормашина трябва да постигне необходимата точност на позициониране
5. Повърхността на обработвания детайл трябва да е права и да няма дупки от пясък или твърди места, за да се избегне повреда на инструмента.
6. Режеща течност: Изберете различна режеща течност според обекта на обработка и охлаждането трябва да е достатъчно
7. Неща, изискващи внимание: Ако по време на обработката възникне необичайна ситуация, тя трябва да бъде спряна незабавно и причината да се установи преди обработката. Обърнете внимание на износването на режещия ръб и го поправете навреме; след употреба на инструмента почистете маслото по повърхността и го съхранявайте правилно.
| Марка | МСК | Минимално количество за количество (MOQ) | 10 |
| Име на продукта | Центрираща бормашина | Опаковка | Пластмасова кутия |
| Материал | HSSM2 | Използвайте | Мед, алуминиева сплав |