DIN338 HSSCO M35 Cüt Uçlu Burulma Matkapları 3.0-5.2mm


MƏHSULUN TƏSVİRİ
Xüsusiyyətlər:
1. Paslanmayan polad, kalıp polad, alüminium ərintisi, çuqun, mis, sinklənmiş boru və digər metal materiallarda deşiklər açmaq üçün uyğundur
2. Yüksək sərtlik, aşınma müqaviməti, dəqiq yerləşdirmə, yaxşı çip çıxarılması və yüksək səmərəlilik
3. Yalnız soyuq haddelenmiş poladdan istifadə edilə bilər, söndürülmüş və söndürülmüş və temperlənmiş poladdan istifadə etmək qəti qadağandır.
SEMINARLARDA İSTİFADƏ ÜÇÜN TÖVSİYƏ

| Diametri | Ümumi uzunluq | Fleyta Uzunluğu | Ədəd/Qutu |
| 3,0 mm | 45 mm | 15,5 mm | 10 |
| 3,2 mm | 49 mm | 16 mm | 10 |
| 3,5 mm | 52 mm | 17 mm | 10 |
| 4,0 mm | 53 mm | 17,5 mm | 10 |
| 4,2 mm | 55 mm | 18,5 mm | 10 |
| 4,5 mm | 55 mm | 18,5 mm | 10 |
| 5,0 mm | 60 mm | 20 mm | 10 |
| 5,2 mm | 60 mm | 20 mm | 10 |
| Brend | MSKT | Kaplama | No |
| Məhsulun adı | Cüt uclu burulma matkap | Standart | DIN338 |
| Material | HSSCO | istifadə edin | Əl qazması |
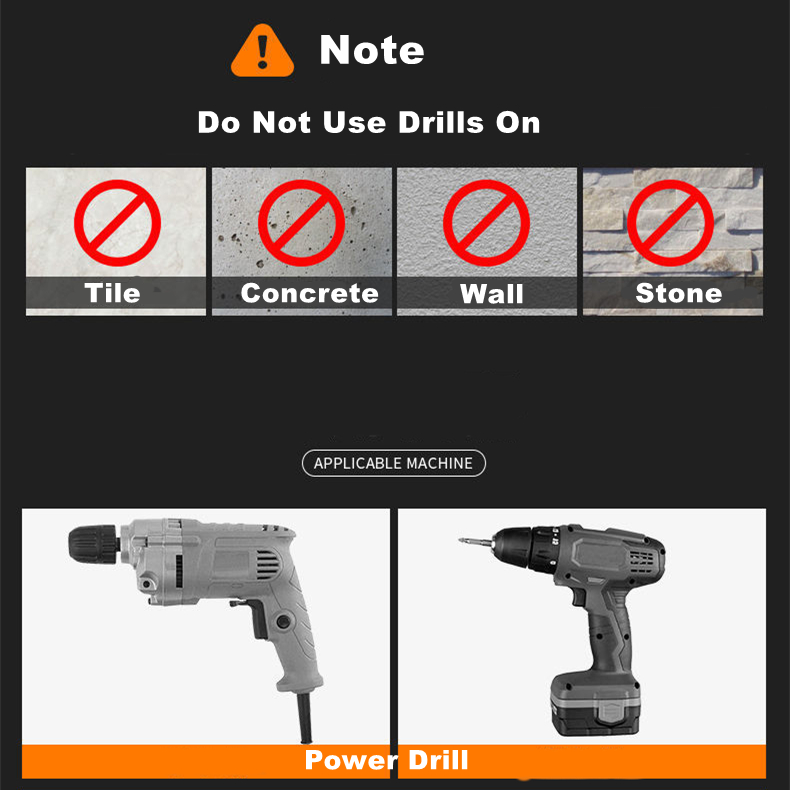
Qeyd
Elektrikli qazma emal əməliyyatı üçün göstərişlər:
1. 12V litium elektrik qazma aşağı fırlanma momentinə görə tövsiyə edilmir, 24V, 48V litium elektrik qazma tövsiyə olunur.
2. Qazma zamanı qazma biti və paslanmayan polad lövhə 90 dərəcə perpendikulyardır,
3. Əgər çuxur 6 mm-dən böyükdürsə, əvvəlcə kiçik bir çuxur qazmaq üçün 3,2-4 mm-lik bir qazma istifadə edin və sonra çuxuru genişləndirmək üçün böyük bir qazma istifadə edin.
4. Elektrikli qazma qapağı ikitərəfli qazmağı sıxmalıdır. Açıq hissə nə qədər qısa olsa, bir o qədər yaxşıdır. Qazmanın kəsici kənarının çox kəskin və ya çox kəskin olması lazım deyil.
5. Elektrikli qazmağın sürəti 800-1500 arasında olmalıdır. Təsiri çox böyük olmamalıdır.
6. Delik açmadan əvvəl, ilk növbədə mərkəz nöqtəsini deşmə mövqeyində vurmaq üçün nümunə zımbadan (və ya onun əvəzinə mismardan) istifadə edə bilərsiniz və qazma ucu əyilməyəcək.